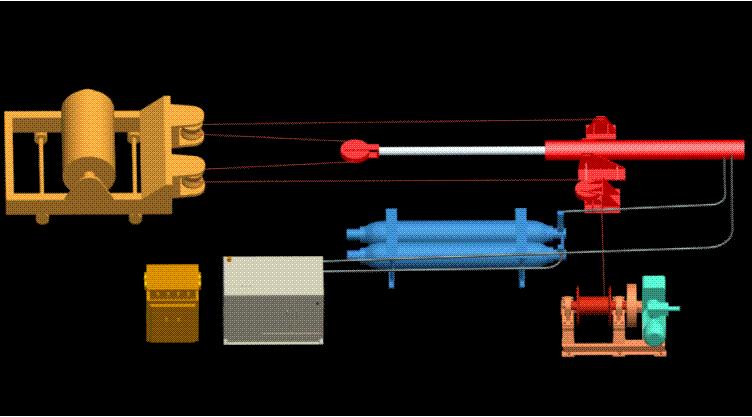
膠帶自動液壓拉緊裝置設有自動、手動兩種工作模式。在自動模式下,系統各元件的壓力整定值,從高壓到低壓依次為溢流閥1、溢流閥2、壓力繼電器YJl和YJ2。確保膠帶機正常運行的拉緊力的范圍,上限由YJl設定,下限由YJ2設定。自動模式下的工作過程:啟動電機,帶動油泵,系統壓力上升至YJl設定值,YJl向電控箱發信號,電控箱指令電機停止;由于液壓系統存在泄漏,壓力將逐漸下降,當壓力降至YJ2整定值時,YJ2向電控箱發信號,電控箱指令電機重新啟動運行,使系統壓力增至YJl的整定值。由此可見,系統壓力始終穩定在YJl和YJ2的整定值之間,從而保持膠帶張緊力處在”壓力正常”范圍。
當自動模式因故不能實現或系統需要檢修時,采用手動模式。在手動模式下,壓力繼電器不參與控制,須人工啟動電機將壓力升至整定值上限并手動停機。此時,關閉截止閥,除油缸和蓄能器外,系統中各控制閥、繼電器等部件均可進行檢修。而同時,膠帶機也能夠照常運行。經驗數據表明,在密封良好的情況下,油缸張緊力可以24h保持在正常范圍內。
從以析知道,不管處于自動模式還是手動模式,該張緊系統均能保證膠帶機有足夠的張緊力;而液壓的特性和系統中蓄能器的功用,也使得膠帶機啟動和停止時,膠帶的伸長或收縮量都能夠迅速得到補償。

執行標準:
液壓張緊裝置的設計、制造、安裝、驗收應以中國國家標準(GB)為基礎,并參考下列規范和標準:
DLJ52 電力建設及施工驗收規范
GB985氣焊、手工電弧焊及氣體保護焊焊縫坡口的基本形式與尺寸
GB986埋弧焊焊縫坡口的基本形式與尺寸
GB3323鋼熔化焊對接接頭射線照相和質量分級
GB11345鋼焊縫手工超聲波探傷方法和探傷結果分析
GB1184形狀和位置公差、未注公差的規定
GB1901公差與配合尺寸至500mm孔、軸工差帶與配合
GB/T1804一般公差線性尺寸的未注公差
GB1764漆膜厚度測定法
JB/ZQ4000.7鍛件通用技術要求
GB12348工業企業廠界噪聲標準 II類混合區評價標準
GB11352-89一般工程用鑄造碳鋼
GB700-88普通碳鋼鋼結構
GB5680-85高錳鋼鑄件技術條件
JB/TQ4000.3焊接通用技術條件
IEC/GB電動機技術標準
GBJ17-88鋼結構設計規范
GB324-88鋼焊縫符號表示法
GB700-88碳素鋼結構
GB1184形狀和位置公差、未注公差的規定
GB/T1804一般公差線性尺寸的未注公差
GB3767噪聲源聲功率級的測定
GB5676-86一般工程用鑄造碳鋼
GB5677鑄鋼件射線照相及底片等級分類方法
GB6402鋼鍛材超聲縱波探傷方法
GB8923涂裝鋼材表面銹蝕等級和除銹等級
GB9286色漆和清漆漆膜的劃格試驗

2.4電氣設備及控制要求
1、控制方式采用程序控制和就地手動控制。
2、設備狀態信號及重要的報警信號送至輸煤程控系統,并接受輸煤程控系統的控制指令。
3、自動液壓張緊裝置提供就地電控箱,防護等級為IP54,配合選用的電控柜內至少應包括接觸器、熱繼電器、空氣開關等主要電氣元件,所選用的元器件均應是現行進口合格產品,并應能滿足就地控制和遠方的要求,其控制原理和內部接線的正確性、完整性和可靠性由投標方配合并負責。電控箱內具有所需的設備,包括塑殼開關、接觸器、熱繼電器、中間繼電器、信號燈、控制按鈕、遠方/就地轉換開關等。輸出接點應滿足控制要求。
4、同一參數的多個開關量報警點,在電控箱端子上并接后再送至輸煤程控系統。
5、投標方提供的開關應為進口產品。投標方負責就地一次儀表和設備安裝接線設計。
6、電動機及電控箱等電氣設備的防護等級達到IP54,電動機絕緣等級達到F級。電動機的選用應得到招標方認可。
7、現場為380V/220VAC三相四線制電源,當投標方提供的控制設備和系統需其它等級電源時,投標方自行提供電源變換設備以滿足其需要。
8、招標方根據投標方提供的詳細資料,負責設計從程控柜端子排至招標方控制系統的電纜連接,并提供程控系統的總電源。除此之外的設計和供貨、安裝、調試等工作均由投標方負責,與招標方的設計和供貨分界點在電控柜的出線端子排(需接收送到招標方控制系統的信號)。
功能齊全,并可實現遠程控制
當輸送機膠帶出現打滑現象時,拉緊裝置能自動增加拉緊力。該裝置設有“手動/自動”、“近控/遠控”、“變送器/繼電器”“拉緊力正常”及“故障報警”等功能,采用中文化文本顯示器進行人機對話----參數設定、實時顯示張緊力、運行狀態和故障,并可以與輸送機的集控裝置連接聯動,以實現對拉緊系統的遠距離控制。
http://www.sxiif.com



")





